With a registered capital of 100 million yuan and total assets reaching 1.2 billion yuan, Shandong Tezhong Materials Co., Ltd. stands as a titan in the global supply chain industry. Our operations span over 15,000 square meters, housing advanced production systems for coking, sintering, steelmaking, and steel rolling.
As a premier China High Carbon Steel Coils Exporter, we leverage our integrated energy and power systems to achieve complete modern industrial systematization. Our workforce of over 900 employees, including 100+ senior experts, ensures that every product—from carbon steel to coated alloys—meets the highest international standards of technical precision and durability.

Years of Expertise
Annual Tons Capacity
Dedicated Professionals
Market Share in 21 Categories
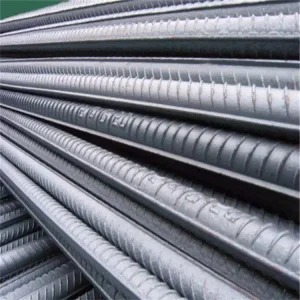
The global demand for High Carbon Steel Coils has seen an unprecedented surge, driven by the rapid evolution of the automotive, machinery, and precision tool industries. In today's market, "High Carbon Steel" is synonymous with strength, hardness, and high-tensile performance. As industries move toward lightweight but ultra-strong components, the role of high-grade steel coils becomes critical.
Key market trends indicate a significant shift towards sustainable steel production and the adoption of "Green Steel" technologies. Manufacturers are increasingly seeking materials that offer not just structural integrity but also high wear resistance and fatigue life. In regions like Europe and North America, the emphasis is on ASTM-grade consistency, while the Middle East and Asia-Pacific markets focus on large-scale infrastructure and industrial modernization. As a leading exporter, we stay ahead by integrating AI-driven quality monitoring into our rolling processes, ensuring that every coil delivered to our global clients meets the exact chemical composition required for specialized applications.
International buyers are shifting focus towards supply chain stability and material traceability. Our 4 distribution hubs in Tianjin, Wuxi, Binzhou, and Liaocheng provide a logistical advantage that ensures timely delivery across continents.
From ASTM A36 to Q355 and SS400, our products adhere to diverse global standards. We provide comprehensive technical monitoring for every batch, catering to the strict regulatory requirements of aerospace and medical industries.
Our Enterprise Technology Center ranks 2nd among 575 national centers in China. We use digital twin technology and automated monitoring to optimize metallurgical properties, ensuring our high carbon steel coils possess superior edge retention and durability.








Establishing a presence in 1997, we have spent 27 years perfecting our craft. Our ISO9001 certification was just the beginning of our journey toward quality excellence. Today, we are not just a supplier; we are a strategic R&D partner for global industries.
Deep expertise in steel chemistry to provide strategic guidance for high-performance alloy development.
Metallurgical and mechanical engineers optimizing the stability of the 1,500,000-ton annual production line.
Focusing on the next generation of high carbon steel coils to meet the evolving demands of aerospace and coinage.
Comprehensive testing from raw material inspection to finished product delivery to ensure zero-defect exports.
Our high carbon steel products are widely integrated into critical sectors. In Aerospace and Marine Engineering, the high tensile strength of our coils ensures structural safety in extreme environments. In the Military and Chemical Industries, our materials provide the necessary resistance to corrosion and wear. Furthermore, our pure iron and axle steel hold the top market share domestically, serving the complex needs of the national railway and coinage systems.
High-durability pipes and tools capable of withstanding high pressure and thermal stress.
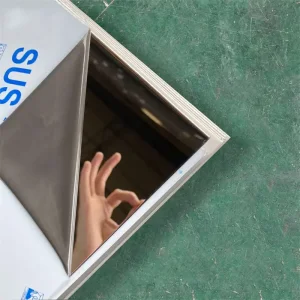
Precision stainless and carbon steel for surgical instruments and structural components.
High-grade rebar and H-beams for heavy construction and structural profiles.