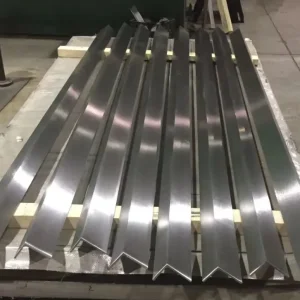
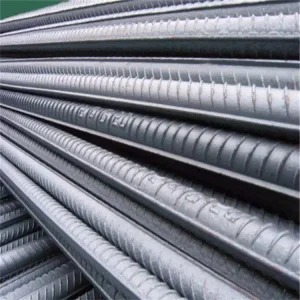
Carbon steel floor coils, often recognized as the "DNA of industrial infrastructure," play a pivotal role in the modern global economy. As a leading China Carbon Steel Floor Coils Manufacturer, we observe that the demand for high-strength, anti-slip, and durable steel coils is surging across continents. From the sprawling logistics hubs in Southeast Asia to the massive mining operations in Australia and the architectural wonders in the Middle East, carbon steel remains the most trusted material for structural flooring.
In today's industrial climate, "floor coils" are not just raw materials; they are engineered solutions. In the era of Industry 4.0, global procurement teams are shifting their focus toward manufacturers who can provide consistency, traceability, and high mechanical performance. The global market is currently witnessing a transition toward greener steel production and specialized surface treatments to extend the lifespan of industrial platforms in corrosive environments.
International buyers now prioritize integrated supply chains. The demand for ASTM A36, SS400, and Q235B grades is consistent, but customization in width and thickness—specifically for floor decking—is the new standard for efficiency.
Technological advancement is driving the adoption of high-strength-low-alloy (HSLA) steels for floor coils. This reduces the overall weight of structures without compromising load-bearing capacity, a critical factor for offshore platforms and high-rise mezzanines.
In North America and Europe, carbon steel floor coils are increasingly used in automated warehouse shelving. In developing markets, they form the backbone of rapid infrastructure development, including bridges and transport terminals.
Shandong Tezhong Materials Co., Ltd. is a titan in the steel supply chain industry, representing the pinnacle of Chinese manufacturing excellence. With a registered capital of 100 million yuan and total assets reaching 1.2 billion yuan, we have established ourselves as a comprehensive hub for carbon steel, coated steel, and stainless steel products. Our massive 15,000 square meter facility serves as the heart of our operations, where tradition meets modern innovation.
Our workforce of over 900 employees includes more than 100 senior managers and technical experts who possess a solid theoretical foundation and rich practical experience. We pride ourselves on having complete production processes, including coking, sintering, steelmaking, and steel rolling. This full-spectrum capability ensures that every carbon steel floor coil leaving our factory meets the highest standards of structural integrity.
Since 1997, we have pioneered the industry, being one of the first to pass the ISO9001 quality system certification. Our enterprise technology center ranks 2nd among 575 national centers, ensuring each batch is strictly monitored.
We operate 4 large outlets strategically located in Tianjin, Wuxi, Binzhou, and Liaocheng. This allows for rapid dispatch and localized service, significantly reducing lead times for international shipping via major Chinese ports.
Our products are exported to the Middle East, Europe, America, and Asia. We support critical sectors including aerospace, marine engineering, medical equipment, oil exploration, and nuclear power industries.
We rank first in domestic market share for 21 categories of steel products, including axle steel and pure iron, proving our R&D prowess.
Complete specifications, competitive pricing, and fast transportation are the cornerstones of our service concept.
With an annual capacity of 1,500,000 tons, we maintain year-round inventory to ensure your projects never face delays.
Providing strategic guidance with deep expertise in metallurgical science to ensure our carbon steel floor coils meet specific industrial hardness and ductility requirements.
Our metallurgical, mechanical, and electrical engineers optimize the rolling process, ensuring uniform thickness and superior surface finish across all floor coil products.
Developing next-generation alloys and coatings to meet the evolving needs of the global structural steel market, focusing on sustainability and durability.
From raw material smelting to final coil winding, our QC team performs ultrasonic testing and mechanical stress tests to guarantee zero-defect delivery.